| Ապրանք | Դարբնագործություն | Քասթինգ |
| Գործընթաց | Կռելը գործընթաց է, որի ընթացքում կռելու մեքենայով մետաղական նախշը պլաստիկ դեֆորմացիա է առաջանում՝ որոշակի մեխանիկական հատկություններ, ձև և չափս ստանալու համար: Կռելու միջոցով կարելի է վերացնել մետաղի ձուլման գործընթացում առաջացած ազատ թերությունները, օպտիմալացնել միկրոկառուցվածքը, պահպանել մետաղի ամբողջական հոսքը, որպեսզի կռելու մեխանիկական հատկությունները, ընդհանուր առմամբ, ավելի լավը լինեն, քան նույն նյութի ձուլմանը: Մեքենայի կարևոր մասերի մեծ մասը, որոնք պահանջում են բարձր բեռնվածություն և լուրջ աշխատանքային պայմաններ, կիրառվում են կռելու մասերի համար: | Ձուլումը գործընթաց է, որի ընթացքում հեղուկ մետաղը տեղադրվում է ձուլման խոռոչի մեջ, սառեցումից և պնդացումից հետո՝ անհրաժեշտ մասերը ստանալու համար։ |
| Նյութ | Կռելու նյութերում լայնորեն օգտագործվում են կլոր պողպատը, քառակուսի պողպատը: Կան ածխածնային պողպատ, համաձուլված պողպատ, չժանգոտվող պողպատ, ինչպես նաև որոշ գունավոր մետաղներ, որոնք հիմնականում կիրառվում են տիեզերական և ճշգրիտ արդյունաբերության մեջ: | Ձուլման մեջ սովորաբար օգտագործվում են մոխրագույն թուջ, դեկտիլային թուջ, կռելի թուջ և «ձուլած պողպատ»: Գունավոր մետաղների ընդհանուր ձուլման մեջ օգտագործվում են՝ արույր, անագ բրոնզ, վուքսի բրոնզ, ալյումինե համաձուլվածք և այլն: | Համարժեք պայմաններում կռած մետաղն ավելի լավ մեխանիկական հատկություններ ունի, մինչդեռ ձուլածո մեթոդը գերազանց է ձուլման մեջ։ |
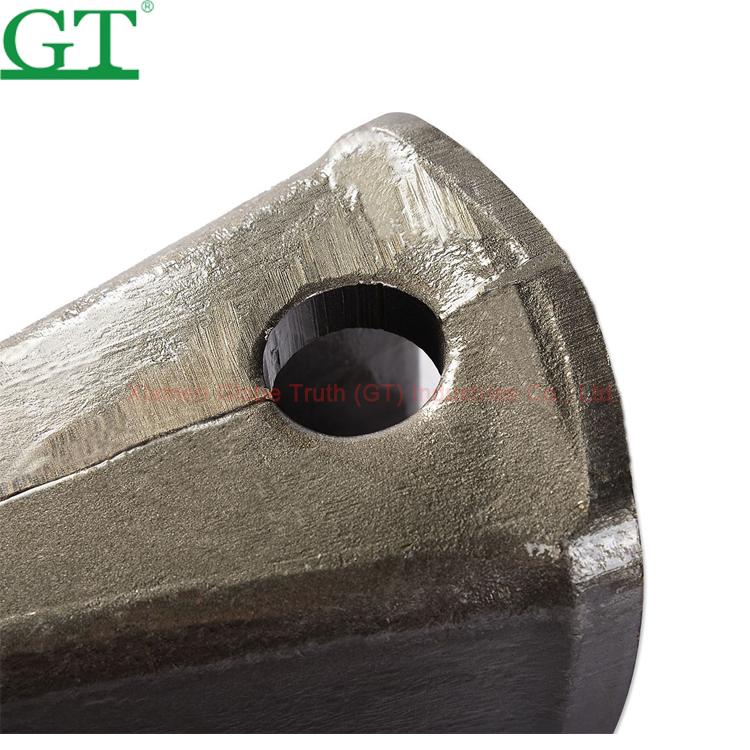
| Արտաքին տեսք | Բարձր ջերմաստիճանի ընթացքում կռած պողպատի օքսիդացման ռեակցիան կհանգեցնի կռած դույլի ատամների մակերեսին աննշան կիլինային հատիկների առաջացմանը: Բացի այդ, քանի որ կռումը կատարվում է ձուլման միջոցով, կաղապարի մեջ թույլատրելի անցքը հեռացնելուց հետո կռած դույլի ատամների վրա կառաջանա բաժանման գիծ: | Ձուլման դույլի ատամների մակերեսին կան ավազի հետքեր և ձուլման ծակոտիներ։ |
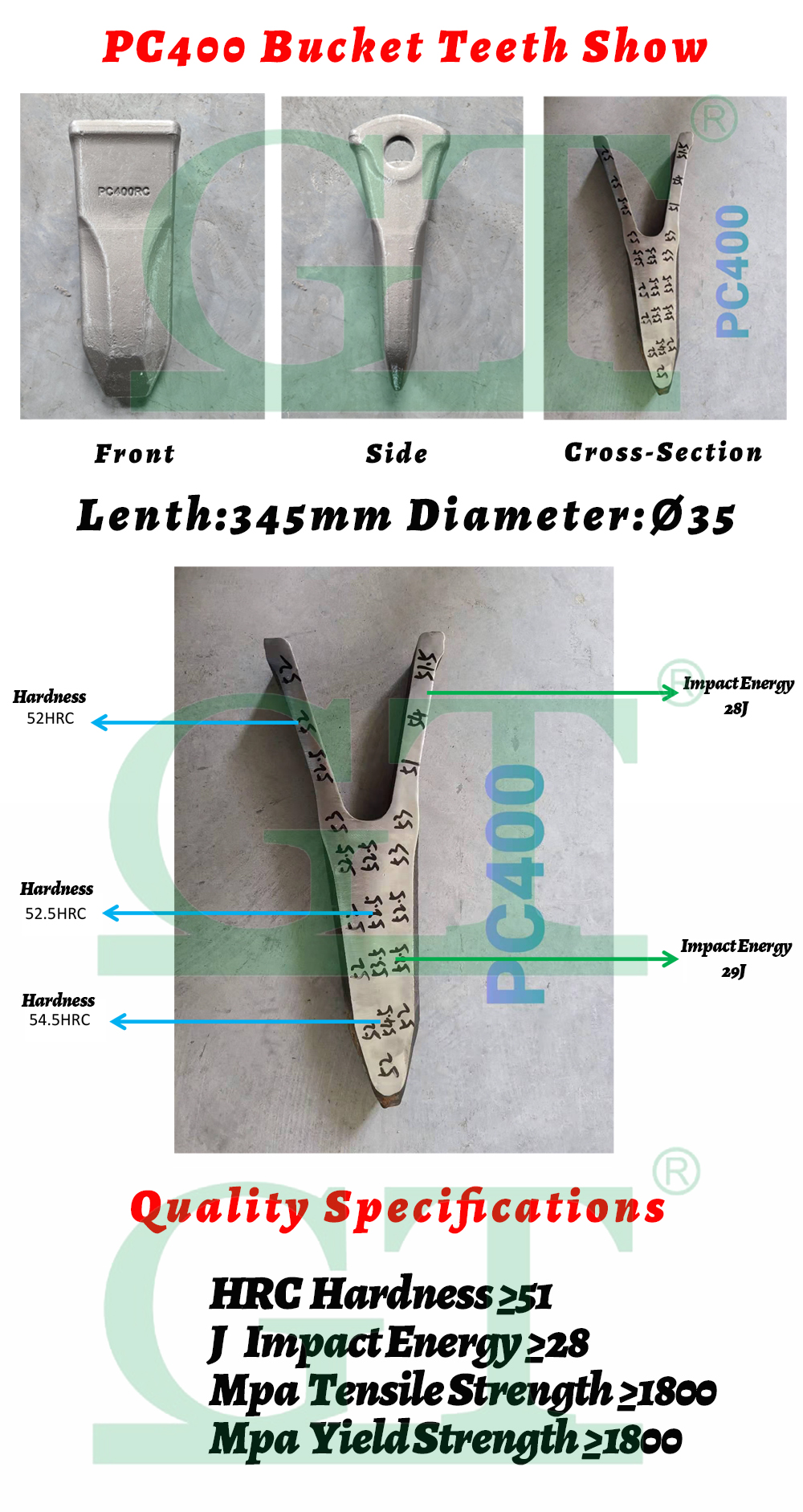
| Մեխանիկական հատկություն | Կռելու գործընթացը կարող է երաշխավորել մետաղական մանրաթելի անընդհատությունը և պահպանել մետաղի ամբողջական հոսքը, երաշխավորելով դույլի ատամների լավ մեխանիկական հատկությունները և երկար ծառայության ժամկետը, որի ձուլման գործընթացը անհամեմատելի է։ | Ձուլման մասերի համեմատ, մետաղի կառուցվածքը և մեխանիկական հատկությունները կարող են բարելավվել կռումից հետո: Ջերմային դեֆորմացիայից հետո ձուլման կազմակերպումը, սկզբնական ծավալուն բյուրեղը և սյունաձև հատիկը վերածվում են մանր հատիկների, ինչպես նաև միատարր իզոմետրիկ վերաբյուրեղացման կազմակերպումը թույլ են տալիս ավելի ճշգրիտ հասկանալ ձուլակտորի ներսում սկզբնական տարանջատման կառուցվածքը, օստեոպորոզը, ծակոտկենության, խարամի ներառումը և այլ կոմպակտ նյութեր, այդպիսով բարելավելով մետաղի պլաստիկությունը և մեխանիկական հատկությունները:
Կռելը նշանակում է մետաղը պլաստիկ դեֆորմացիայի միջոցով սեղմելով անհրաժեշտ ձևը ստանալ, սովորաբար մուրճով կամ ճնշման միջոցով: Կռելու գործընթացը ապահովում է նուրբ հատիկավոր կառուցվածք և բարելավում է մետաղի ֆիզիկական հատկությունները, գործնականում ճիշտ նախագծումը կարող է երաշխավորել հատիկների հոսքը հիմնական լարվածության ուղղությամբ: Մինչդեռ ձուլումը նշանակում է մետաղ ձևավորող առարկաներ ստանալ ձուլման բոլոր տեսակի մեթոդներով, այսինքն՝ հեղուկ մետաղը նախապես պատրաստված կաղապարի մեջ դնել որոշակի ձև, չափ և հատկություններ ստանալու համար՝ հալեցման, ձուլման, ներարկման կամ այլ ձուլման եղանակով, և սառեցումից, մաքրումից և վերջնական մշակումից հետո թափահարելուց հետո: |